





插齿动力刀座可以加工12mm宽的键槽,也可以加工内齿轮和外齿轮等特殊的轮廓。我们根据用户的需要设计了插槽刀座,这可以优化加工参数,减少开槽时间。我们的插槽刀座可以使用刀片式的刀具,可以在市场上很容易找到,我们的技术部也可以为您提供配套的刀具,并且提供合适的加工参数。
插槽刀座可用于多种机型,NL/NZ 森精机MORI SEIKI,Biglia,中村留Nakamura(WT150/Supermill ),大隈OKUMA( LB3000/4000/LT2000),VDI40 (轴向和径向刀座),斗山DOOSAN(BMT-55/65 )和TAKISAWA
键槽插削动力头 的主要特点是:
整体可操作性
同一开槽头可用于内部和外部加工。
有必要使电动轴旋转并使其头部旋转180°。
模拟校正
放置在仪器前部的设备的目的是纠正模拟错误。由于导轨的作用,该设备可导致刀片支架沿机床Y轴移动,
即使在没有Y轴的车床上,也很容易使用电动开槽头。校正装置的容量从0.5 mm Y +到0.5 mm Y-。
这种插削动力刀座,配套我们特殊的刀杆和刀片,来加工键槽和多边形。
所有刀座的程序我们都会免费提供。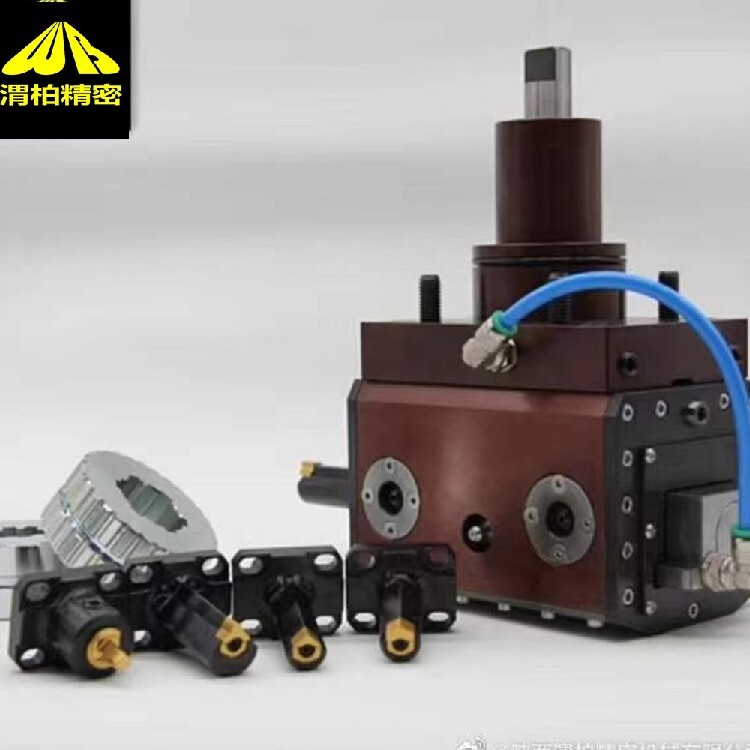
REV插削动力刀座的主要特点:
A.多用型,同一插槽头可用于内部和外部加工。必要时还可以调整传动轴的旋转方向,并将机头旋转180度。
B.对称度校正,通过刀体前滑块设计可以进行Y轴的微调,微调幅度0.5 mm Y+到0.5 mm Y-.
C.纵向线性校正。ST型机头配有纵向校正系统,机加工的良好线性度。为了消除Z轴上可能出现的误差,只需要顺时针或逆时针旋转微调螺栓即可
用这种插削机具有很大的特点:除了执行加工的速度非常快之外,它不需要将工件移动到其他机器上,否则还将需要在其他机器上再次定位工件。
REV插削动力刀座外部轮廓加工技术简介
此短视频展示了外部加工:完成了一个外部开槽的轮廓 DIN 5482 模块 2.5 Z = 30。
加工材料为硬度 35 HRC 的合金钢。
单槽的完成时间为 4 秒,而完成整个齿形轮廓的总时间约为 2 分钟。
考虑到工具的刚性,所以加工非常简单并且具有的光洁度。
为了正确且有效地使用此工具,公司可为客户提供开发的程序。该程序适用于市场上的
所有数控车床。
陕西渭柏精密机械有限公司提供键槽插削机,插削动力刀座,进口数控插齿机,包括插齿机-插齿动力刀座,插槽刀座,车削动力刀座,插削机,键槽插削机的详细产品价格、产品图片等产品介绍信息。
陕西渭柏精密机械有限公 5年
——— 认证资质 ———
