





| ¥价格面议 |
在所有的磨床中,外圆磨床是应用得广泛的一类机床,它一般是由基础部分的铸铁床身,工作台,支承并带动工件旋转的头架、尾座、安装磨削砂轮的砂轮架(磨头),控制磨削工件尺寸的横向进给机构,控制机床运动部件动作的电器和液压装置等主要部件组成。
外圆磨床分为切入式外圆磨床,端面外圆磨床和外圆磨床。
切入式外圆磨床:当工件磨削部位长度小于砂轮宽度时,砂轮只须作连续横向进给,不必与工件作相对轴向运动,这种磨床的生产率较高。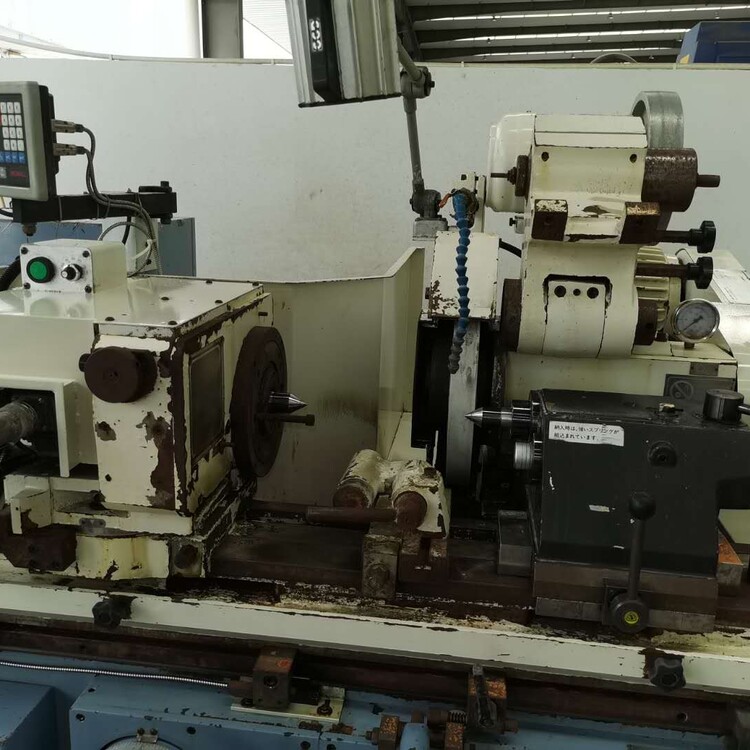
台湾荣光GU-3250P高精密数控外圆磨床
高精密外圆磨床:比普通外圆磨床可大幅度提高磨削效率和磨削工件的加工质量,从而降低劳动成本。
台湾荣光GU-3250P外圆磨床特点
1、 砂轮主轴轴承采用锥形成型油楔动承、砂轮主轴在低速是仍具有高的轴承刚度。
2、 砂轮架导轨采用交叉滚柱刚导轨,半自动进给机构采用回转式油缸实现。
3、 尾架轴系具有无间隙刚度的特点,电器箱,液压箱冷却箱与机床分离。
4、 富有磨削指示仪及冷却液过滤器。
5、 头架速度才有那个交流变频无级调速。
6、 电气采用可编程序控制器(plc),具有自诊断功能、维修十分方便。
7、 可选配自动测量仪。
台湾荣光GU-3250P外圆磨床精度影响因素
1、磨头、头架、尾座的等高度对工件尺寸精度的影响。磨头、头架、尾座的等高度误差将使头架、尾座中心连线与砂轮主轴轴线在空间发生偏移,此时磨出的工件表面将是一个双曲面。
2、头架、尾座中心连线对磨头主轴轴线在水平面内的平行度误差对工件尺寸精度的影响。当发生该项误差时,外圆磨床磨出的工件外形将是一个锥体,即砂轮成角度磨削,表面有螺旋形磨纹。
3、磨头移动相对于机床导轨垂直度误差对加工精度的影响。这项误差的终结果是使主轴轴线与头架、尾座中心连线发生偏移,在磨轴肩端面时,将造成轴肩端面与工件轴线的垂直度误差。磨外圆时,将影响表面粗糙度,产生螺旋形磨纹。
工作方法
用来磨削外圆柱面和圆锥面,基本的磨削方法有两种:纵磨法和切入磨法。纵磨时,砂轮旋转作主运动(nt),进给运动有:工件旋转作圆周进给运动(nω),
工件沿其轴线往复移动作纵向进给运动(fα),在工件每一纵向行程或往复行程终了时,砂轮周期地作一次横向进给运动(fr),全部余量在多次往复行程中逐步磨去。切入磨时,工件只作圆周进给(nω),而无纵向进给运动,砂轮则连续地作横向进给运动(fr),直到磨去全部余量达到所要求的尺寸为止。在某些外圆磨床上,还可用砂轮端面磨削工件的台阶面。磨削时工件转动(nω),并沿共轴线缓慢移动(fα),以完成进给运动。
广东鸿创科技有限公司提供柳州台湾荣光GU-3250P报价价格维修质保,包括台湾数控外圆磨床的详细产品价格、产品图片等产品介绍信息。

广东鸿创科技有限公司 2年
——— 认证资质 ———