








| ¥18900 |
设备的维护与保养
振动时效设备像其他设备一样,也需要维护与养护。激振器的维护,激振器中的轴承是常出现故障的地方。目前设备采用的轴承使用时间一般都低于500小时,且需润滑,而我公司生产的VSR型设备的轴承使用时间已达2000小时以上,且不需润滑。每次使用前还要检查各部份连接螺栓是否松动。
连接导线,易出现问题的地方是与电机插座相连的接头附近,由于这部分随电机一起振动,所以经常出现接头内焊线断开的现象,这种情况用万用表按电缆线号测量,如果不通就说明断线。
控制器由于采用的软件程序控制,所以离散元件很少,故障率极低,如果这部分万一出现问题,用户把备用板子插上去就可以了,有问题的板子我公司去人或寄回公司维修即可,而有些类型的设备由于控制箱内元件多,板子多,没有水平的人很难修理,这样给用户也造成了不便。
每台振动时效设备都配有使用说明书,并对设备的操作方法。可能出现的故障现象及解决方案都做了详细的说明。
动态跟踪技术
由于工件在振动处理过程中振动参数(如:工件的共振频率、振动加速度、电机电流等)是不断变化的,要求到理想的时效效果设备应根据工件这些参数在时效过程中的变化来 不断地自动调整参数,而且目前国内的时效装置除VSR系列和神力100外都没有自动跟踪和自动调整时效参数的功能,若操作人员忽略调整会影响有些工件的时效效果。例如:工件的共振频率为4500r/min,按JB/T5926-91振动时效参数选择标准应在工件的亚共振区选择激振频率——假如选择4465r/min,在这频率振动处理时,工件的共振频率会慢慢变小,也可能见效到4465r/min以下,若振动时效设备无自动跟踪功能,会仍然在4465r/min上振动,这时的振动已经在过亚共振区进行了,完全不符合标准的要求,同事,也不会达到理想的时效效果。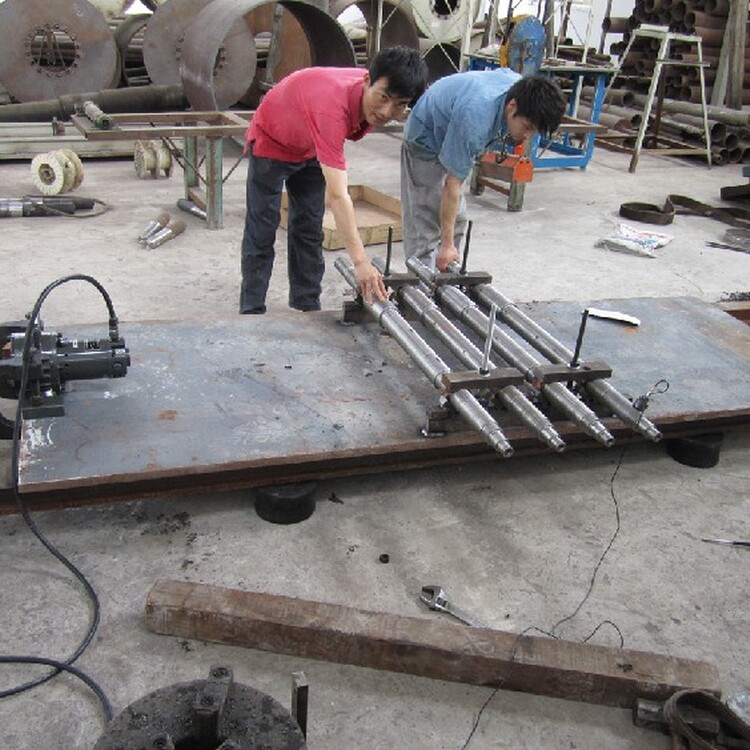
圆轴、圆管都属于轴类零件的振动时效工艺按我们多年的实践经验和理论计算,一般按照梁型件的工艺即可,但是一定要注意以下问题:
、如果为锻件或残余应力较大的件,应在轴的互相垂直的两个方向上都要进行处理,其中一个为主,一个为辅。
、如果该件直径较大,还考虑再加一个扭振处理过程,以大幅度降低降低表层内部的残余应力,当然这设计工装。
、如果该轴件本身刚度较差,平放时容易造成弯曲,可考虑采用悬挂处理方式。例如,对较细的机床采用丝杠可以这种方法。
、对于校直后的轴累零件,应采用较大的动应力来处理,以校直后的变形。
由于振动焊接工艺参数只有频数和振幅,而不需要做更多的调整,因此的振动装置极易操作,这也是该项技术必能得到广泛推广的有利条件。
“焊接振动设备”是根据工艺的要求而研究制造的。其操作简单方便,而且该设备还具有焊后振动时效的功能,因此是一种新型的设备。该设备的生产必将促进本项技术工艺的推广应用。
焊接结构的破坏大多数是疲劳破坏,而且疲劳破坏大多数发生在焊缝附近,这是近一来人们所公认的。因为它是焊接结构普遍存在的问题。因此在研究振动焊接技术的时候研究振动焊接对疲劳性能的影响。在振动时效机理的研究中,已经实验证明:由于降低和均化了应力,使焊缝的疲劳性能增强,构件的疲劳寿命得到提高。振动焊接可以大幅度提高焊接结构件的疲劳寿命,提高率在70%以上,振动焊接确实是提高焊件疲劳寿命的有效方法。平台振动焊接(即不共振的振动焊接)提高疲劳寿命的效果优于共振的振动焊接。
焊接构件的振动时效技术是对已焊接成型的构件进行振动处理,用以降低和均化由于焊接造成的残余应力。而振动焊接是将被焊部件进行振动,且边振动边焊接,直到焊完为止。这种振动是在一定频率范围内的轻微振动,其作用如下:,当焊缝金属在熔溶状态时,振动可以使组织发生变化,晶粒得以细化。焊缝晶粒细化必将使材料力学性能得到提高;其次在有温度作用下,焊缝处材料屈服极限很低,因此振动很容易使热应力场得到缓解,极易发生热塑性变形,而释放受约束应变,使应力场梯度减少,故使后的焊接残余应力得到降低或均化;三由于振动,在结晶过程中使气泡杂质等容易上浮,氢气易排除,焊缝材料与母材过渡连接均匀、平缓,降低应力集中,提高焊接质量。因此振动焊接可以有效地防止焊接裂纹和变形,提高构件的疲劳寿命,增强机械性能。
振动焊接技术是在振动时效技术基础上发展起来的。但振动焊接技术的作用明显优于振动时效技术。振动时效技术是在构件焊好后使用的处理技术,只能对焊接残余应力起到降低和均化作用,而振动焊接技术从焊接开始就起到细化晶粒的作用,接着在热状态下通过热塑性变形来调整应变而降低残余应力。因此,可以说振动焊接从一开始就起到了防止焊接裂纹和减少变形的作用。提高焊接质量是优于振动时效技术的优点。做为振动焊接,它并不要求构件达到共振状态,只要达到某一频率范围内且具有一定的振幅就可以,因此振动焊接技术可以在任何构件上应用。特别是在大型结构件焊接修复时,振动焊接就完全可以实现,焊后不再使用热时效处理。
在这里说明的是“振动焊接技术”包括两个方面,即“焊接技术”与“焊接振动技术”两个内容。这里说的“焊接技术”就是正常的焊接技术,而“焊接振动技术”就是在焊接过程中根据不同构件施加一种不同参数的机械振动。这一章就是研究关于“振动焊接”的作用和“振动焊接”的工艺参数选择原理。
陕西安烨顺电子科技有限公司提供震动设备有哪些,震动时效仪,包括振动时效仪去应力机,振动去应力,振动消除应力,震动时效仪的详细产品价格、产品图片等产品介绍信息。
陕西安烨顺电子科技有限 6年
——— 认证资质 ———
